






גראַפייט ראָוטער
גראַפייט ראָוטער
די גראַפייט ראָוטער און גראַפייט ימפּעללער זענען געמאכט פון גראַפייט מיט הויך ריינקייַט. די ייבערפלאַך איז באהאנדלט מיט ספּעציעל אַנטי-אַקסאַדיישאַן, און די לעבן איז וועגן 3 מאָל אַז פון פּראָסט פּראָדוקטן. עס איז וויידלי געניצט אין קאַסטינג אינדוסטריע פון אַלומינום צומיש.
די רייניקונג פּראָצעס פון פליסיק אַלומינום צומיש איז די הויפּט אופֿן צו פֿאַרבעסערן די פולשטענדיק פאָרשטעלונג פון אַלומינום צומיש. אין דער רייניקונג פּראָצעס, די אופֿן פון מיקסינג די רייניקונג גאַז און די סאַלוואַנט און ספּרייינג די גראַפייט ראָוטער צו די אַלומינום צעלאָזן פֿאַר רייניקונג איז די מערסט אַוואַנסירטע באַהאַנדלונג אופֿן אין דער וועלט. די אַרבעט פּרינציפּ פון די גראַפייט ראָוטער איז: די ראָוטייטינג ראָוטער ברייקס די ניטראָגען (אָדער אַרגאַן) בלאָון אין די אַלומינום צעלאָזן אין אַ גרויס נומער פון דיספּערסט באַבאַלז און דיספּערסט זיי אין די מאָולטאַן מעטאַל. די באַבאַלז אין דער צעשמעלצן פאַרלאָזנ אויף די גאַז פּאַרטיייש דרוק חילוק און דעם פּרינציפּ פון ייבערפלאַך אַדסאָרפּטיאָן צו אַרייַנציען הידראָגען אין די צעשמעלצן, אַדסאָרב אַקסאַדייזד סלאַג, און ווערן גענומען פֿון די צעשמעלצן ייבערפלאַך ווי די באַבאַלז העכערונג, אַזוי אַז דער צעשמעלצן קענען זיין פּיוראַפייד. ווייַל די באַבאַלז זענען קליין און דיספּערסט, זיי זענען יוואַנלי געמישט מיט די ראָוטייטינג צעשמעלצן, און זיי דרייען אין אַ ספּיראַליש פאָרעם צו לאָזנ שווימען סלאָולי. די קאָנטאַקט צייט מיט די צעשמעלצן איז לאַנג און די לופט שטראָם דזשענערייטאַד דורך קעסיידערדיק לינעאַר העכערונג וועט נישט ווערן געשאפן, דערמיט רימוווינג די שעדלעך הידראָגען אין די אַלומינום צעשמעלצן. ימפּרוווד רייניקונג ווירקונג.
פֿאַר פאַונדאָריעס פון אַלומינום צומיש און אַלומינום פּראָדוקטן, עס איז זייער וויכטיק צו רעדוצירן פּראַסעסינג קאָס. אין דעם אַכטונג, די גראַפייט ראָוטערז געשאפן דורך אונדזער פירמע קענען ברענגען די פאלגענדע בענעפיץ. 1. רעדוצירן די פּראַסעסינג קאָסטן 2. רעדוצירן די קאַנסאַמשאַן פון ינערט גאַז 3. רעדוצירן די אַלומינום אינהאַלט אין די סלאַג 4. רעדוצירן אַרבעט קאָס 5. פֿאַרבעסערן פאָרשטעלונג, מער פאַרבייַט ציקל 6. פֿאַרבעסערן רילייאַבילאַטי און רעדוצירן וישאַלט קאָס.
ווייַל די ספּעסאַפאַקיישאַנז פון גראַפייט ראָוטערז געניצט אין יעדער קאַסטינג אָדער קאַסטינג-ראָולינג פּראָדוקציע שורה זענען נישט די זעלבע. ערשטער, דער קונה פּראָווידעס די אָריגינעל דראַווינגס און פילז די פולשטענדיק גראַפייט ראָוטער פעלד נוצן ינווייראַנמענאַל יבערבליק. דערנאָך, לויט די דראַווינגס, קאַמביינד מיט די גראַפייט ראָוטער גיכקייַט, ראָוטיישאַן ריכטונג און זיין קאָרעוו שטעלע צו די אַלומינום פליסיק מדרגה, די טעכניש אַנאַליסיס איז דורכגעקאָכט און אַ פּאַסיק אַנטי-יראָוזשאַן קעגנשטעל איז פארגעלייגט. פּראָגראַם פֿאַר אַקסאַדיישאַן באַהאַנדלונג.
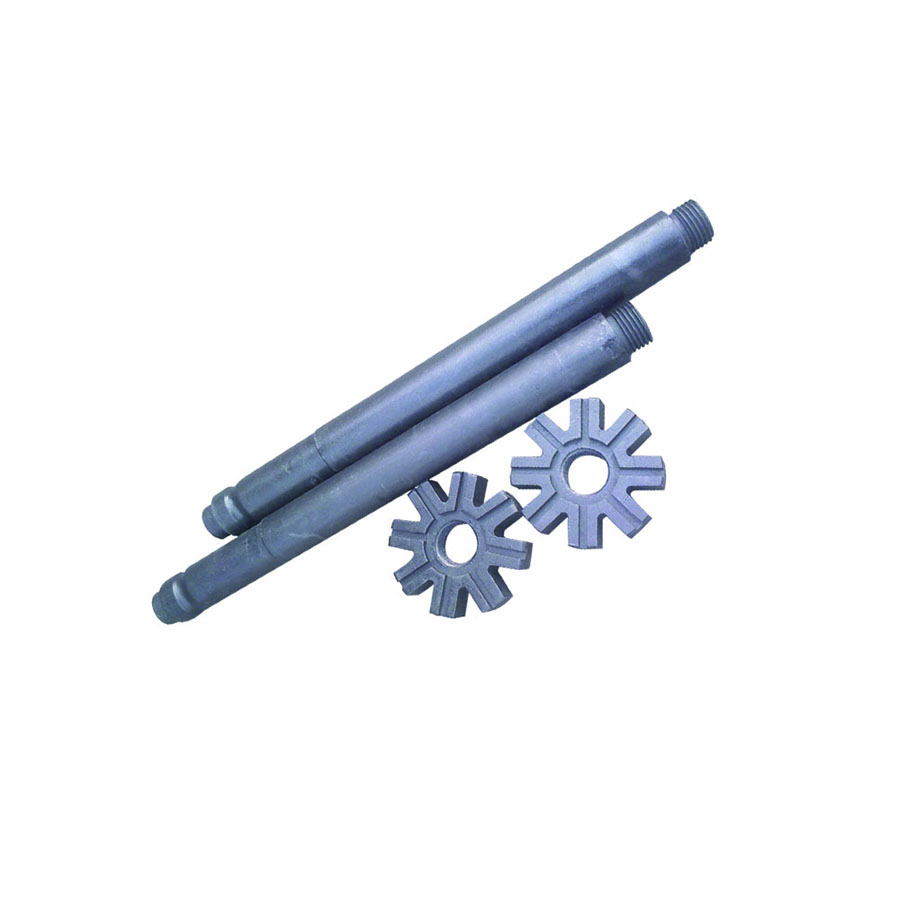
די ראָוטייטינג נעזל פון גראַפייט ראָוטער איז געמאכט פון גראַפייט מיט הויך ריינקייַט. אין אַדישאַן צו באַטראַכטן די נויט פֿאַר ברעכן די באַבאַלז, די נעזל סטרוקטור אויך ניצט די סענטריפוגאַל קראַפט דזשענערייטאַד דורך סטערינג אַלומינום צומיש צו צעלאָזן די צעלאָזן אין די נעזל און יוואַנלי מישן מיט די כאָריזאַנטלי ינדזשעקטיד גאַז צו פאָרעם אַ גאַז. איז ספּרייד צו פאַרגרעסערן די קאָנטאַקט געגנט און קאָנטאַקט צייַט פון די בלאָז און די אַלומינום צומיש פליסיק, און פֿאַרבעסערן די דעגאַססינג רייניקונג ווירקונג.
די גיכקייַט פון די גראַפייט ראָוטער קענען זיין סטעפּלעססלי אַדזשאַסטיד דורך די אָפטקייַט קאַנווערטער גיכקייַט קאָנטראָל, אַרויף צו 700 ר / מין. די באַשרייַבונג פון גראַפייט ראָוטער איז Φ70 מם ~ 250 מם, און די באַשרייַבונג פון ימפּעללער איז Φ85 מם ~ 350 מם. אַנטי-אַקסאַדיישאַן גראַפייט ראָוטער מיט ריינקייַט האט די קעראַקטעריסטיקס פון הויך שטאַרקייַט, הויך טעמפּעראַטור קעגנשטעל און אַלומינום לויפן קעראָוזשאַן קעגנשטעל. אין דעם פּראָצעס פון רייניקונג און דעגאַססינג, די ייבערפלאַך פון די אַלומינום צומיש פליסיק אין די קעסטל איז באדעקט מיט ניטראָגען פֿאַר שוץ, אַזוי אַז די טייל פון די גראַפייט ראָוטער יקספּאָוזד פון די אַלומינום צומיש פליסיק איז אין אַ ינערט גאַז צו פאַרמייַדן הויך טעמפּעראַטור אַקסאַדיישאַן די ראָוטער און פאַרלענגערן די דינסט לעבן פון די ראָוטער.
די ימפּעללער פאָרעם איז סטרימליינד, וואָס קענען רעדוצירן די קעגנשטעל בעשאַס ראָוטיישאַן, און די רייַבונג און סקאָורינג קראַפט צווישן די ימפּעללער און די אַלומינום פליסיק איז לעפיערעך קליין. אַזוי אַז די דעגאַססינג קורס איז העכער ווי 50%, פאַרקירצן די סמעלטינג צייט און רידוסינג די פּראָדוקציע קאָס.

